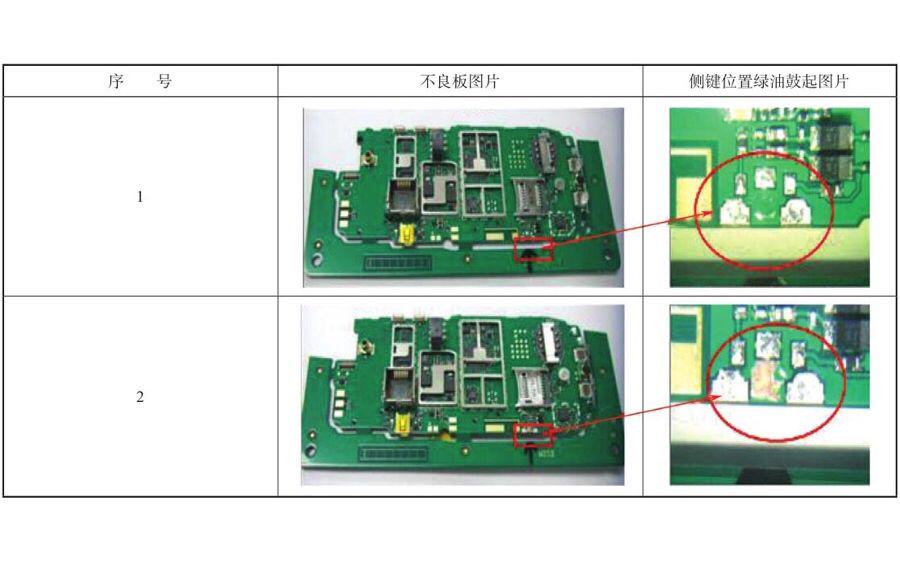
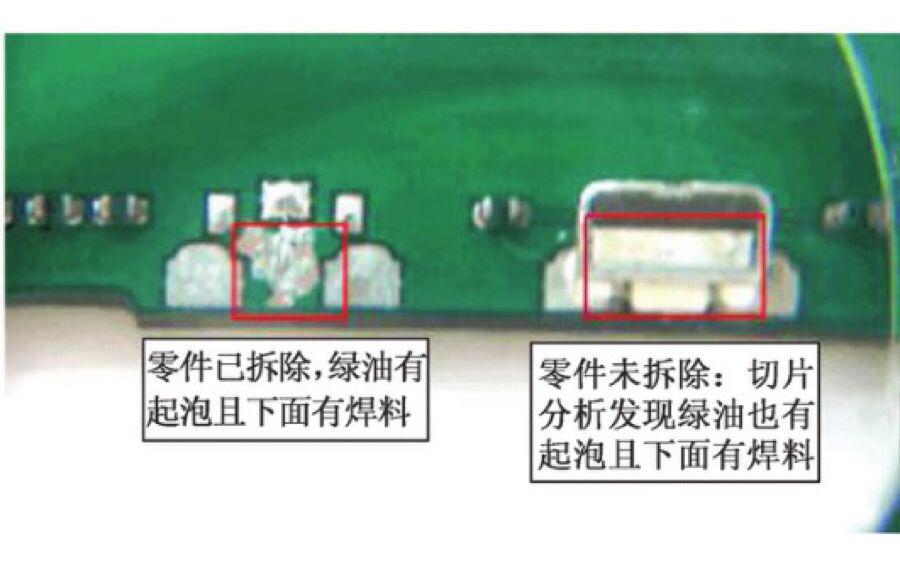
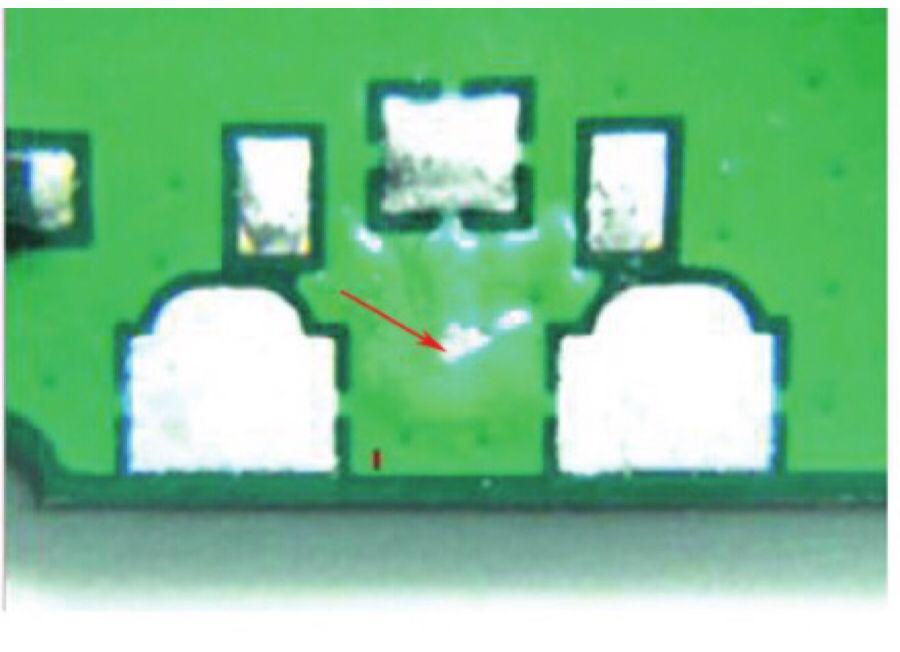
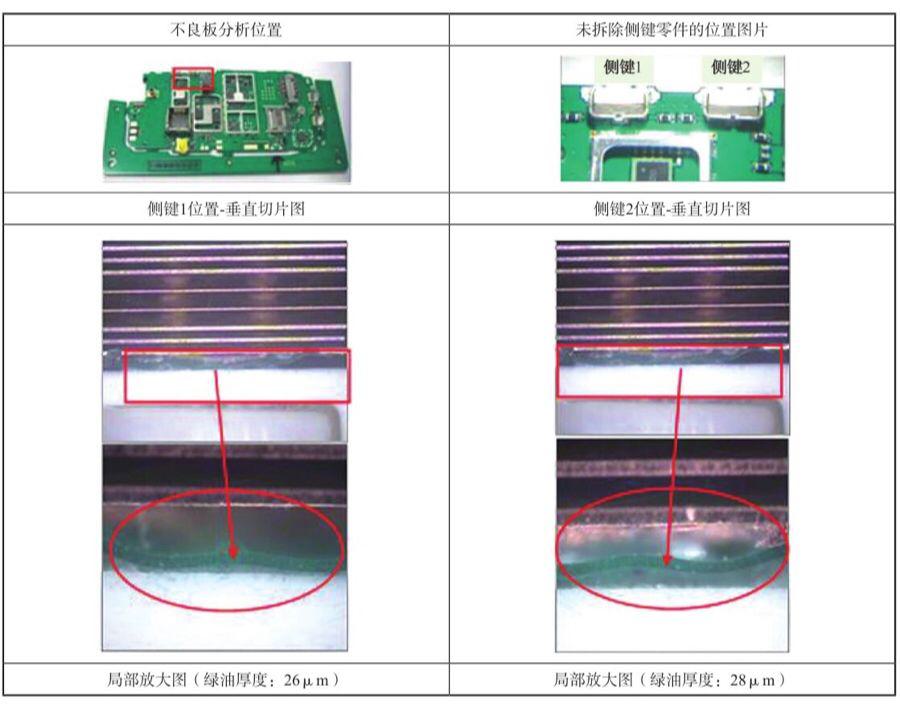
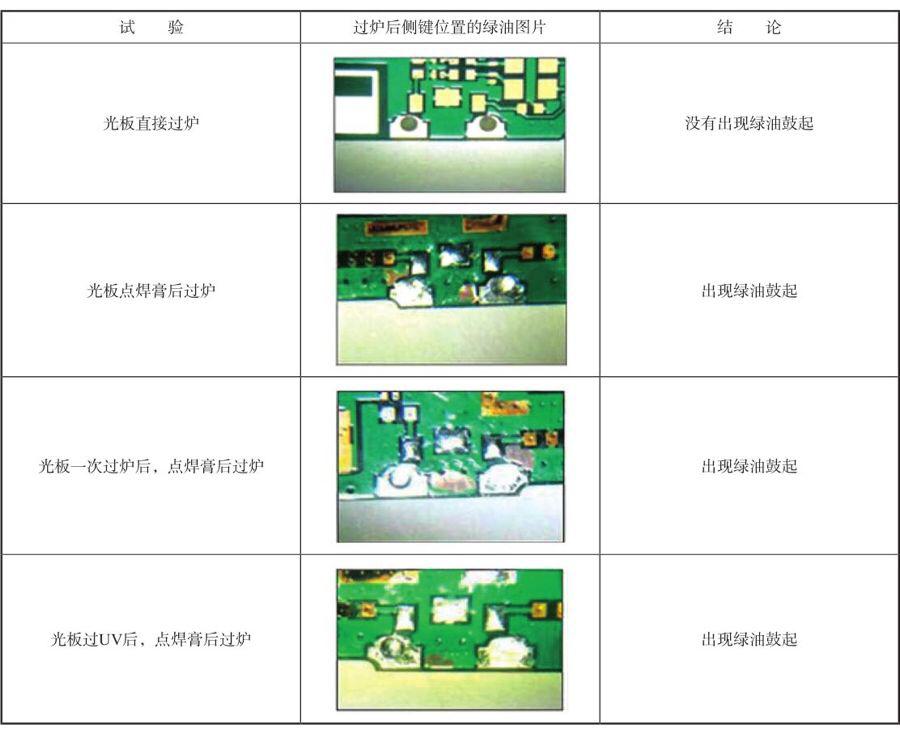
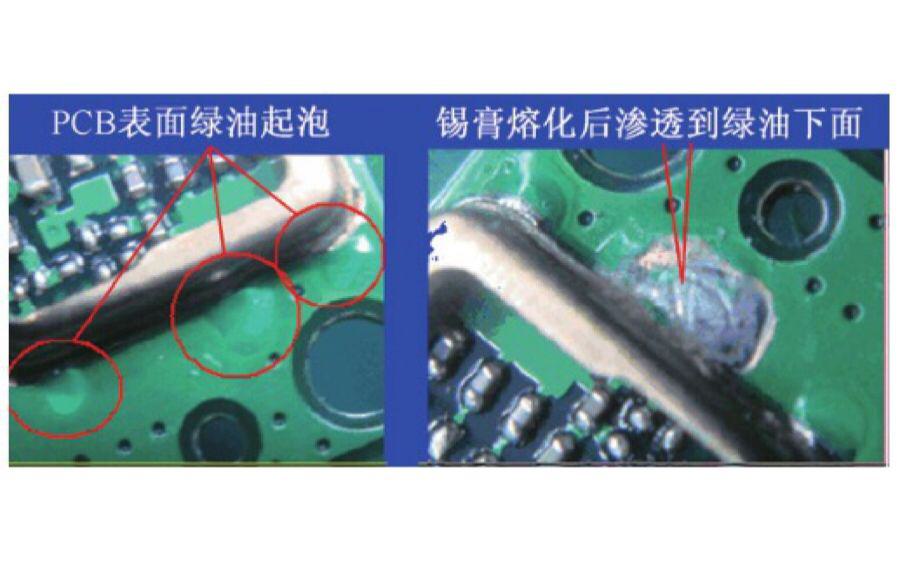
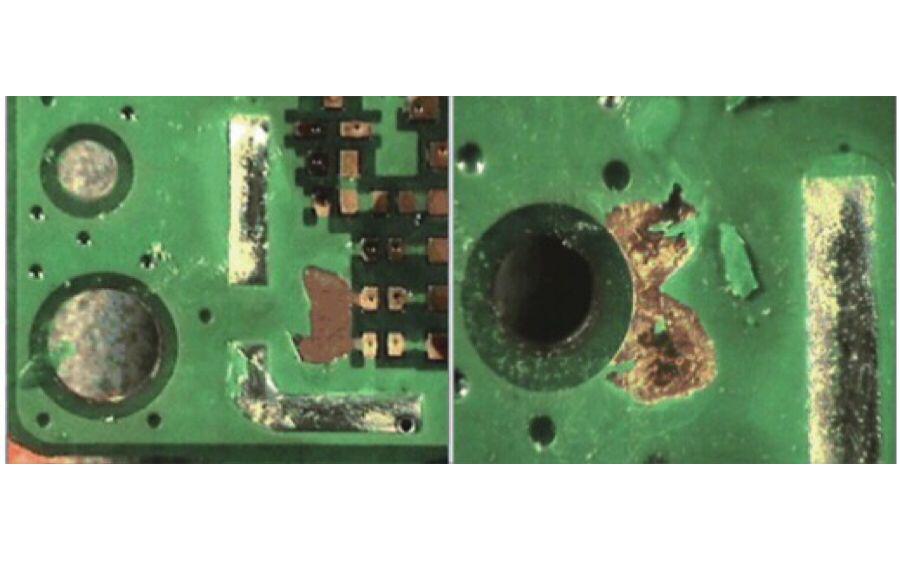
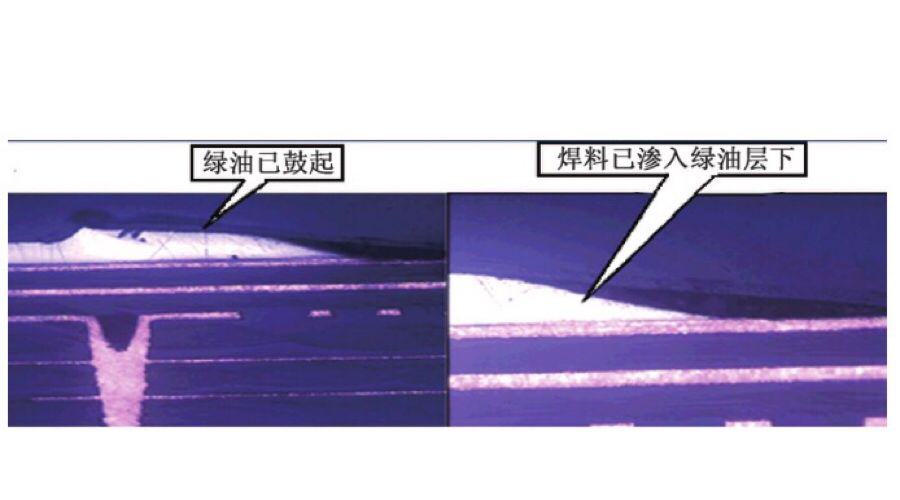
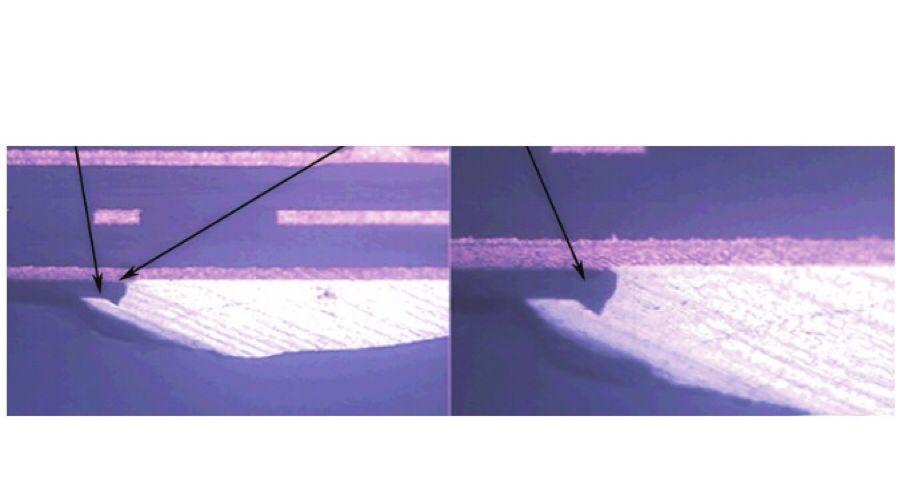
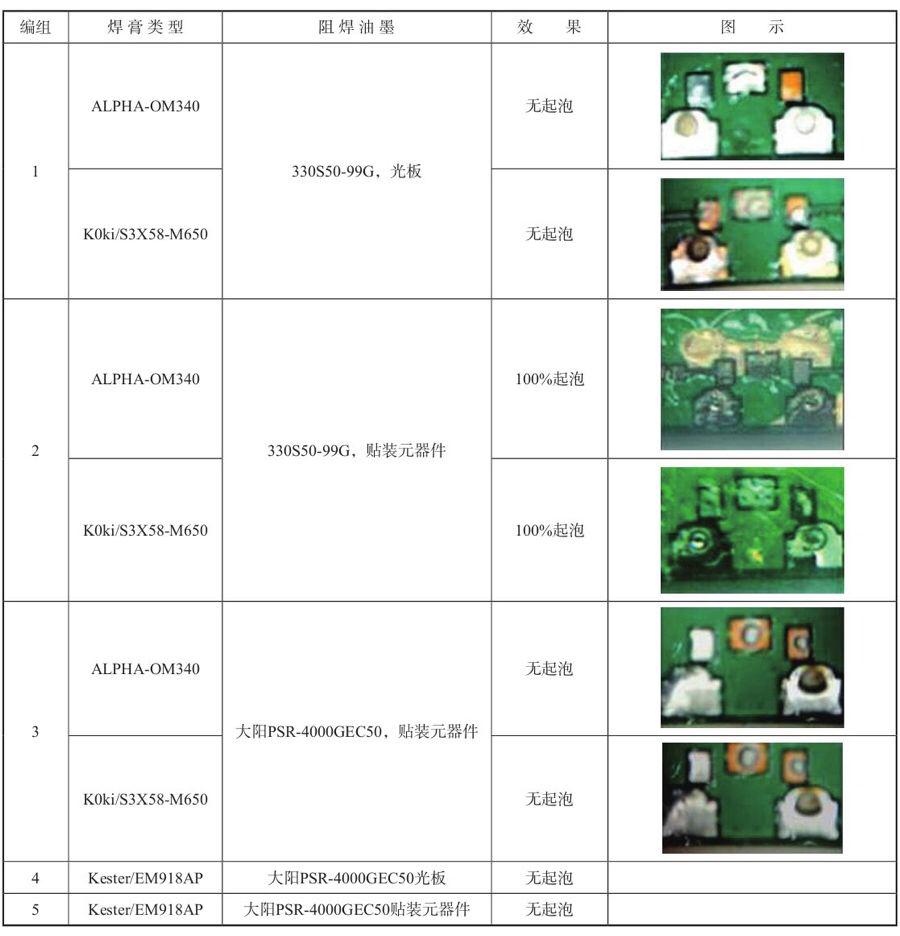
一、现象描述某PCB制造厂的PCB在用户上线组装过程中,发现阻焊(绿油)层起泡,不良率为100%。取不良样品2pcs进行分析,其现象表现特征如图1所示。图1拆除侧键或不拆除侧键时,发现两件不良样品绿油均有起泡现象,现象表现特征如图2所示。分析发现绿油起泡位置下面均有焊料,如图3所示。图2图3从2pcs不良样品板外观来看,拆除侧键零件后绿油有明显鼓起或脱落现象,为确认在未拆除侧键零件前绿油在零件下的状况,取具有不良现象的PCBA进行切片分析,如表4所示。图4从图4的切片图片来看,未拆除侧键零件的不良板在侧键位置的绿油有鼓起现象,同时对绿油厚度进行量测,其厚度分别为26μm和28μm,绿油厚度符合要求(≥10μm)。检查绿油的涂敷工艺过程及库存环境均符合要求。进一步取PCB光板直接过炉两次,未发现绿油有起泡现象。然而在下述三种情况下:● 对侧键位置的焊盘进行点焊膏。● 光板过一次炉后再在相应位置进行点焊膏。● 光板过UV后,再点焊膏等。随后再过炉均发现绿油有起泡现象,如图5所示。图5二、形成原因1.缺陷板图片分析。所有起泡位置均发生在焊膏附近,如图6所示。在不良样品的屏蔽罩位置点焊膏后再流焊,也出现阻焊层气泡,位置不固定,如图7所示。图6图72.缺陷位置切片观察。为了对缺陷现象进一步定性,特在起泡位置进行切片分析,从切片观察可见焊膏已经渗入阻焊层下面,如图8所示。图8为验证此板的阻焊油墨是否能耐受热冲击,特将缺陷板阻焊层无起泡位经280℃/3次热冲击后再进行切片分析,如图9所示。图9从图9可见,无起泡的正常阻焊层位置经高温热冲击后也不会有阻焊层与Cu面的分离。这再一次验证了发生阻焊层鼓泡缺陷的原因,主要是焊膏中助焊剂攻击了阻焊层的油墨所致。3.缺陷原因定性。根据以上对缺陷现象的分析,造成本案例缺陷的原因可以定性为:所用焊膏与阻焊层油墨的匹配性不良,在再流焊接过程中,焊膏中的助焊剂对阻焊层油墨的攻击使阻焊层发白起泡,进而使阻焊层脱落。三、形成机理焊膏与阻焊层油墨的匹配性不良,主要体现在下述几个方面。(1)焊膏助焊剂的活性强弱的影响:助焊剂活性越强则有机酸含量就越多,故对油墨的侵蚀性就越强。(2)由于位于元器件底部的阻焊层上的焊膏助焊剂不易蒸发和分解,在再流焊接的高温下对阻焊油墨的攻击会更大。(3)再流焊接后残留在阻焊层上面的助焊剂残留物中未分解完的活性物质,将对其覆盖区域的阻焊层油墨形成长时间的慢性攻击。(4)阻焊油墨颗粒过大时,对阻焊油墨的攻击也大,从而出现起泡的概率也越大。四、解决措施从上述形成原因的分析中可知,焊膏助焊剂与阻焊层油墨的匹配性不良是导致本案例缺陷发生的根本原因,如图10所示。因此,解决的措施可归纳为下述几个方面。(1)PCB供货方:优选颗粒度细(黏度大些)的阻焊油墨:如太阳PSR-4000GEC5及Tamura改良优化后的DSR330S50-99G阻焊油墨等。(2)组装方:尽量选用活性适宜的无卤素焊膏。图10根据樊融融老师的现代电子装联工艺缺陷及典型故障100例改编往期相关文章:金手指变色工艺案例分析PCB表面出现褐黄色玷污物Cu离子沿陶瓷基板内的空隙进行迁移PCBA组装过程中暴露的PCB镀层缺陷PCBA组装中PCB的断路缺陷的几种原因分析长按二维码识别关注我们 查看全文