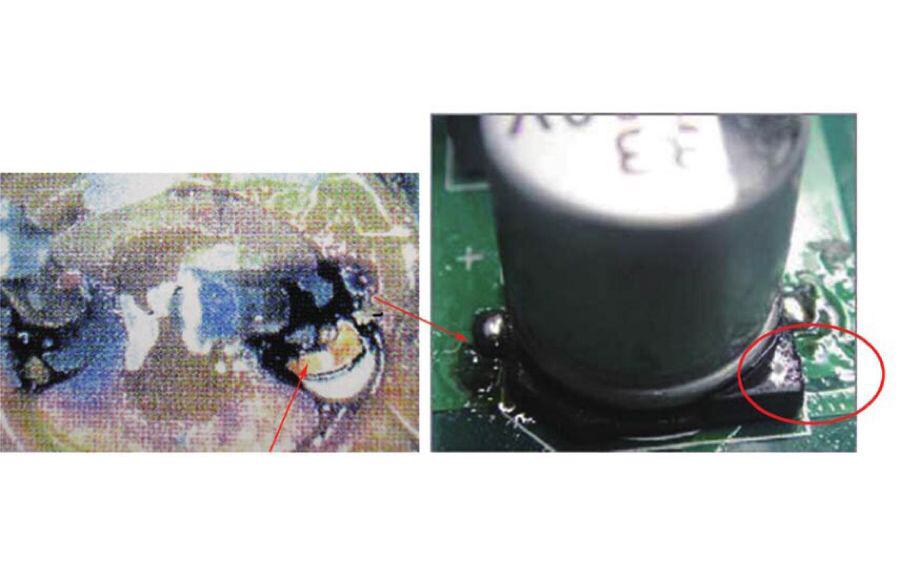
一、现象描述电解电容器在再流焊接中及在设备运行中内部电解液漏出,造成引脚下面的通孔周围的导体铜被溶蚀,如图1所示。图1二、形成机理在所有无源元器件中,铝电解电容器的故障率是最高的,其故障模式主要如下所述。1.加电工作后漏电流过大。漏电流会随着温度和电压的升高而增大,工作温度和电压对漏电流具有很大的影响,质量不良的铝电解电容器通电工作不久,便会因为过大的漏电流产生的热能积聚而导致内部液态电解质过于膨胀。铝电解电容器内部压力增大,液态电解质有可能沿着密封不良的引脚流到引脚附近的铜导体上,从而使铜发生腐蚀。2.非工作状态下温度超过安全的耐温范围。在经过长时间的存储之后,无论是否装配在设备中,铝电解电容器的漏电流都会增加。当周围温度较高时(如再流焊接工序中),这种趋势将更显著。因为温度越高,液态电解液的挥发损耗越快,铝壳内的压力增大,液态电解质有可能沿着密封不良的引脚流到引脚附近的铜导体上,从而使铜发生腐蚀。3.引脚处密封不良,如密封橡胶圈质量差,造成内部电解质沿引脚间隙流出溶蚀铜导体。三、注意事为确保产品的工作可靠性,在使用铝电解电容器时,必须注意以下事项。1.注意直流电解电容器的正、负极:如果正、负极接反,将产生异常电流,导致电路短路,甚至损坏器件本身。2.在额定电压范围内使用:如果电容器两端电压超过其额定电压,急剧增加的漏电流将导致电容特性的恶化或器件的损毁。3.在需要快速充、放电的电路中不要使用电解电容器:如果在需要快速充、放电的场合使用电解电容器,则电容器发热将导致电容特性恶化甚至损坏。4.在额定纹波电流下使用:如果纹波电流超过其额定纹波电流,电容器寿命将缩短,在极端情况下,其内部发热会将其烧毁。在这种电路中,要使用高纹波类型的电解电容器。5.电容特性随操作温度而改变:电解电容器的特性将随着温度的改变而改变。如果使用温度超出其规定的温度范围,增加的漏电流将损坏电容器。要注意诸多因素对电容器温度的影响,如周边温度的影响、设备内部温度的影响、电路单元中其他发热器件的热辐射影响,还有电容本身由于纹波电流而引起的发热产生的影响。6.电容器和阴极引出端之间的绝缘:电容器和阴极引出端是通过电解液连接在一起的,电解液的阻值是不确定的,故必须在装配时加上一个绝缘器。7.带压力阀的电容器:当电容器两端加上反向电压或正向电压过大时,电容器内部压力就会增大。为了防止电容器爆炸,电容器的一部分被做得很薄以具有压力阀的功能。一旦电容器被当成压力阀工作而损毁,就需要更换电容器,因为这个压力阀损毁是不能恢复的。8.两层板:当在两层板上使用电解电容器时,注意在装配电容器的位置下方不能有走线,否则可能导致短路故障。9.电容器的连接:如果电容器焊接时没有紧贴在电路板上,则使用时会因机器振动或碰撞导致电极损伤或铜皮脱落。10.再流焊接的峰值温度:有铅类铝电解电容器不要超过230℃;而无铅类铝电解电容器不要超过245℃。11.如果封口橡胶接触到助焊剂,则会被助焊剂的卤素腐蚀。12.如果在线路板与电容之间有残余的助焊剂或清洁剂,则卤化物会渗透进封口橡胶引起腐蚀。根据樊融融老师的现代电子装联工艺缺陷及典型故障100例改编长按二维码识别关注我们 查看全文