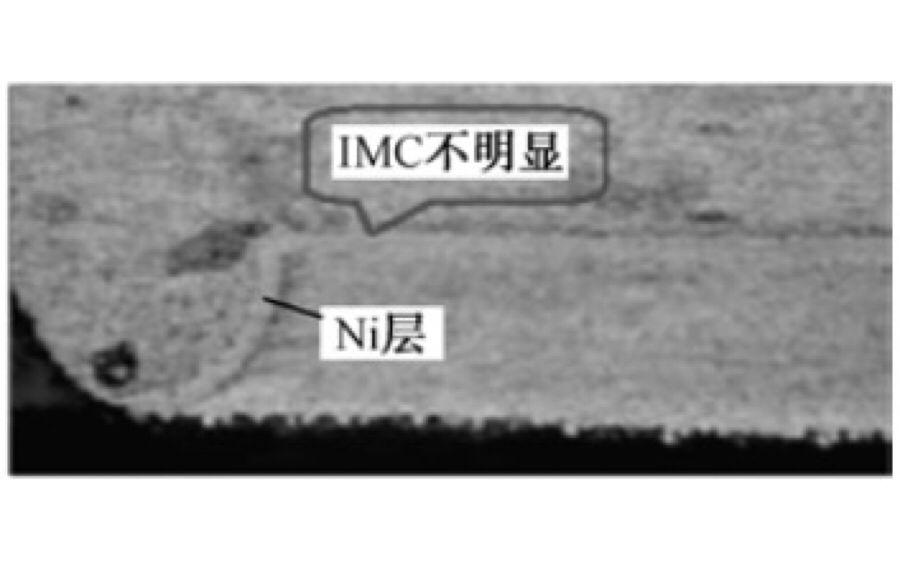
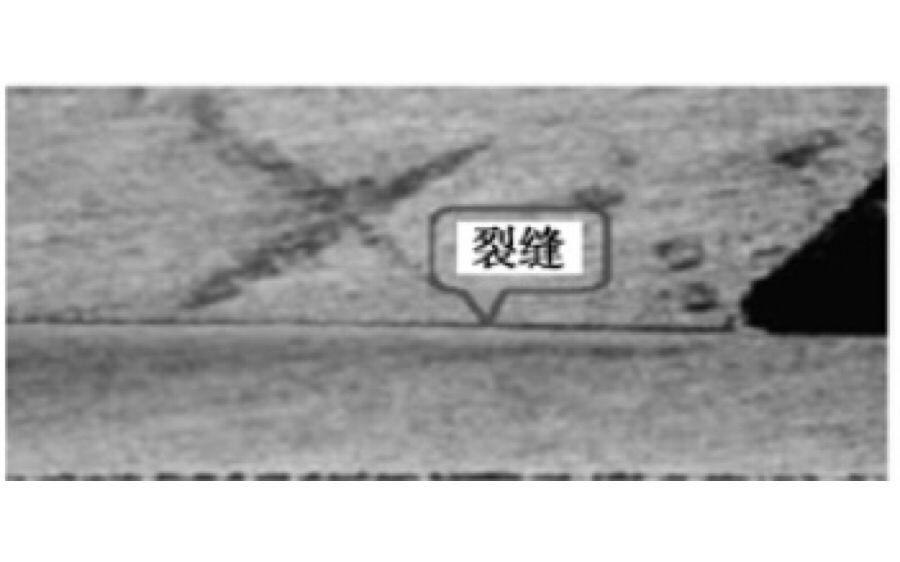
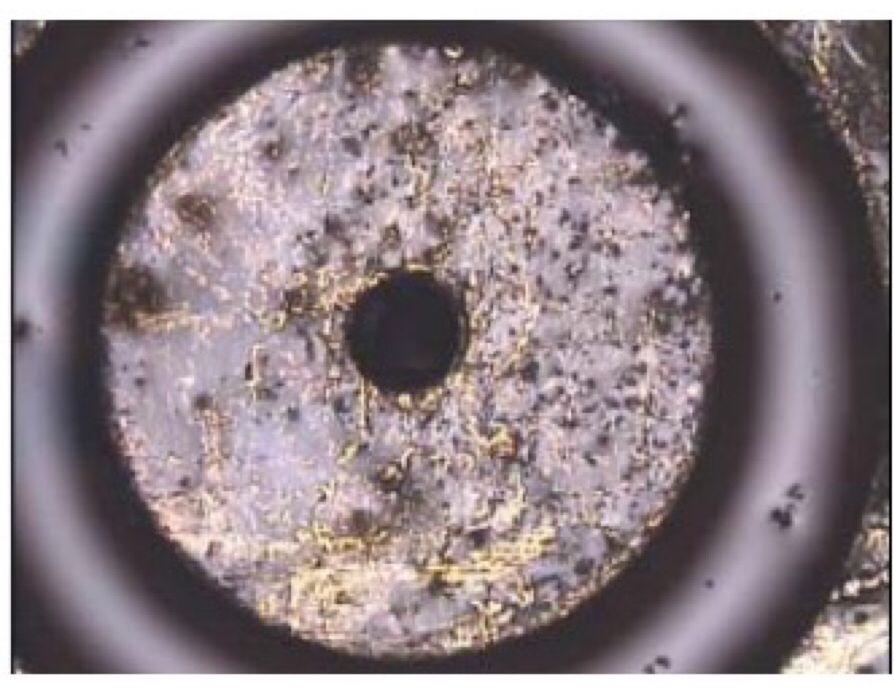
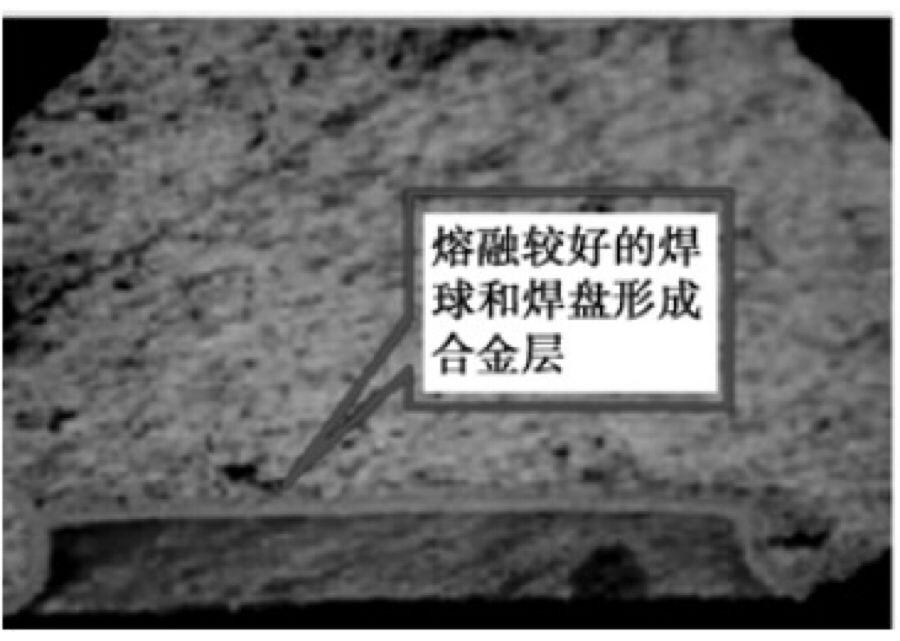
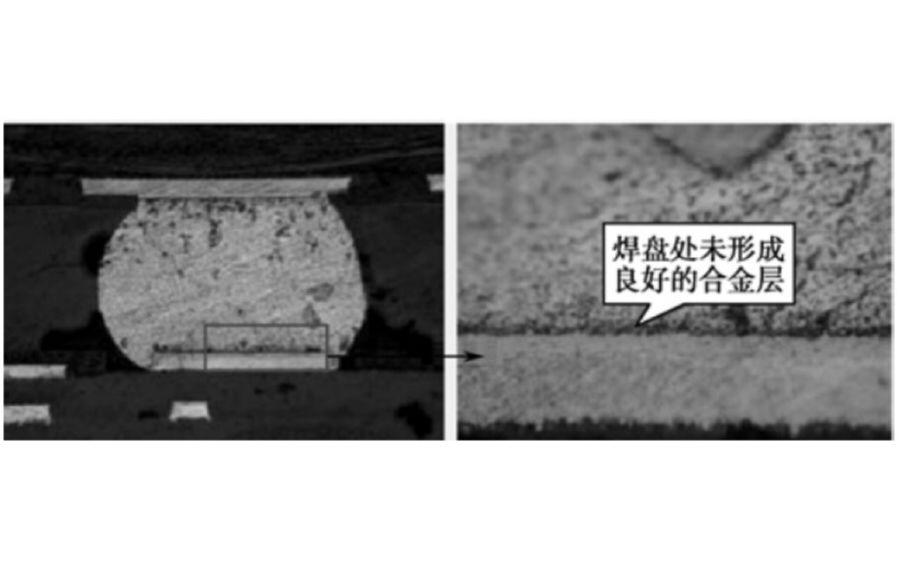
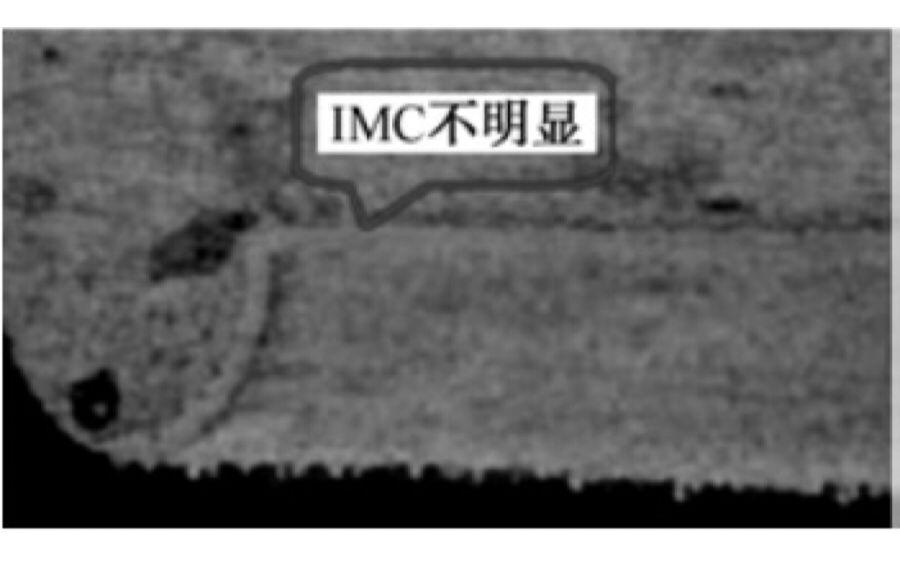
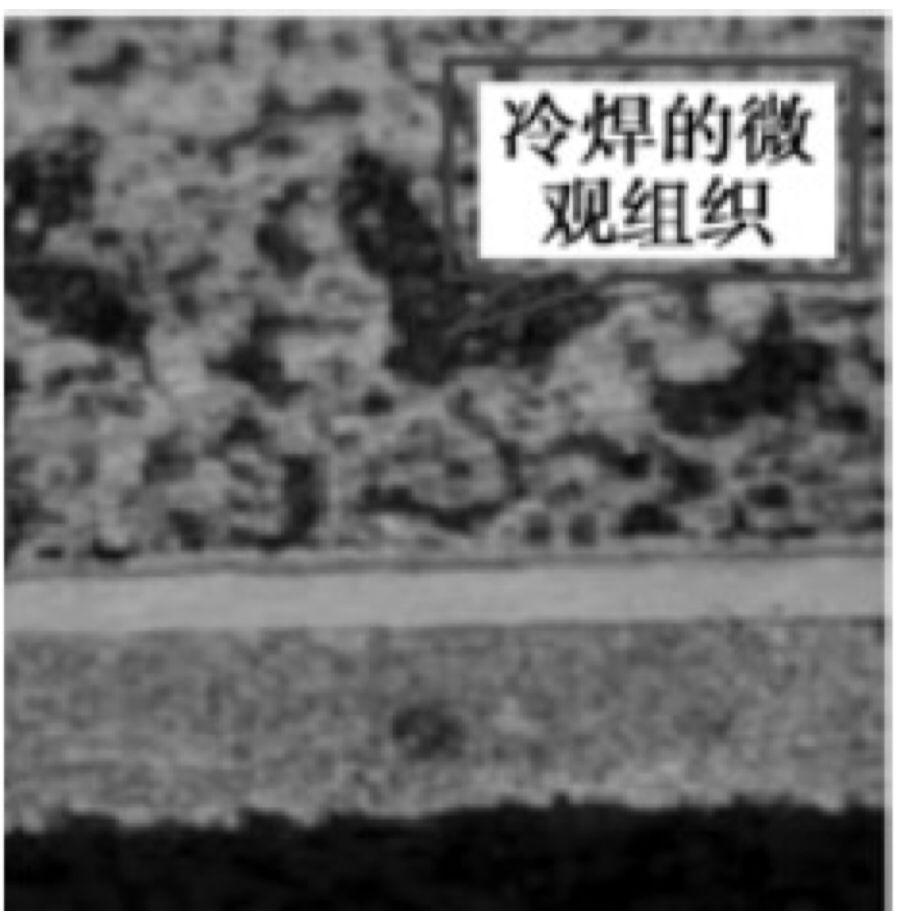
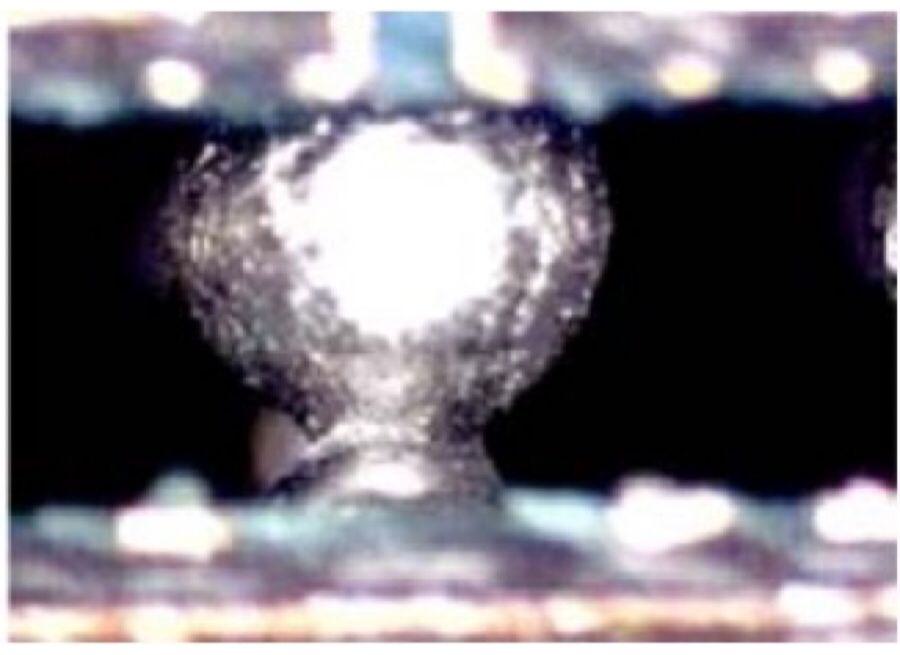
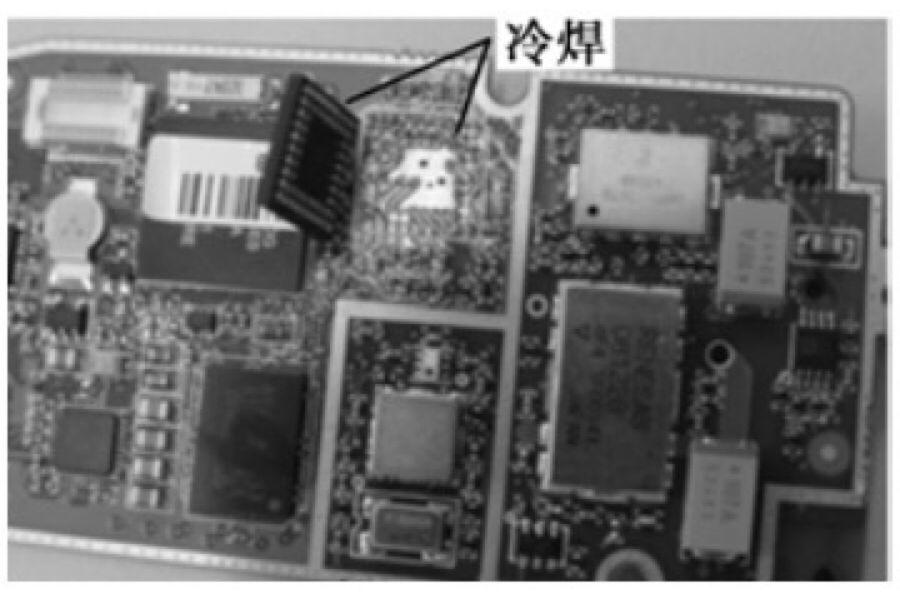
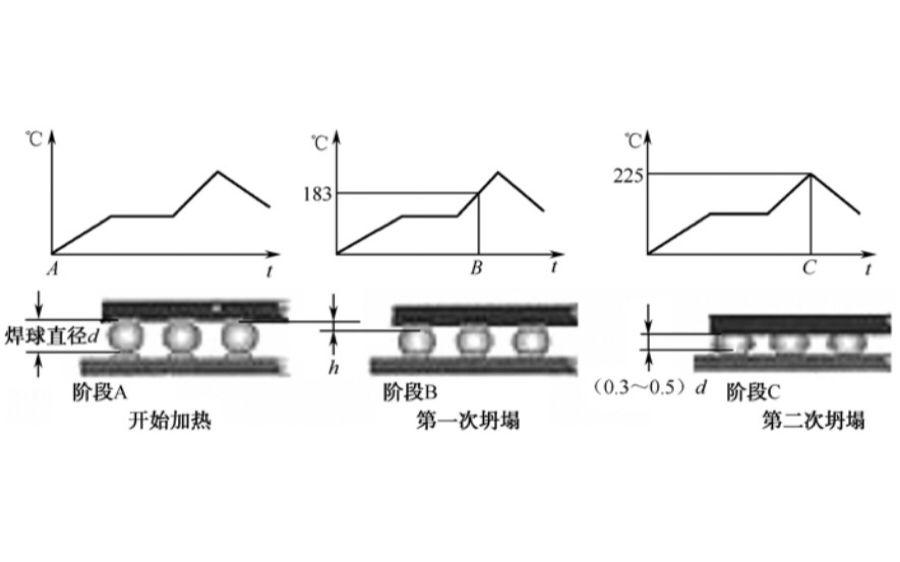
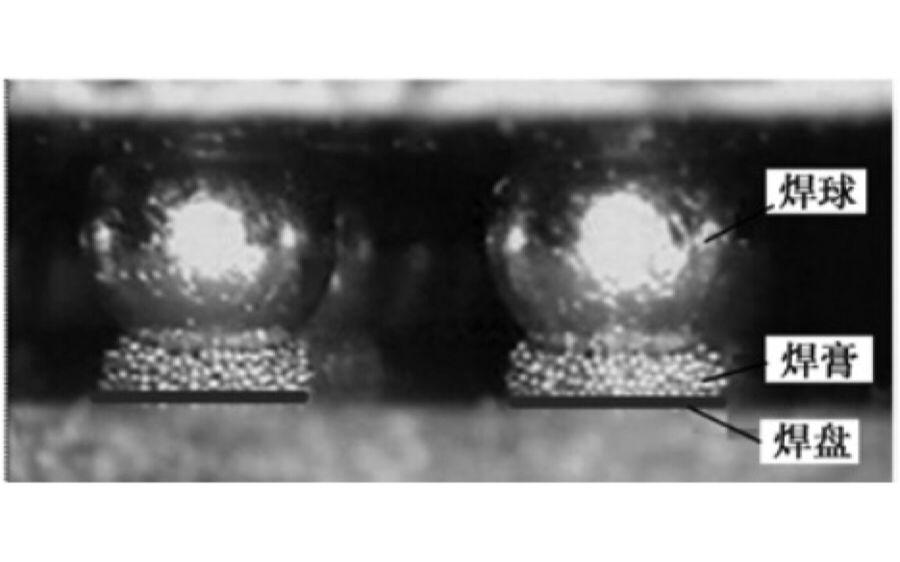
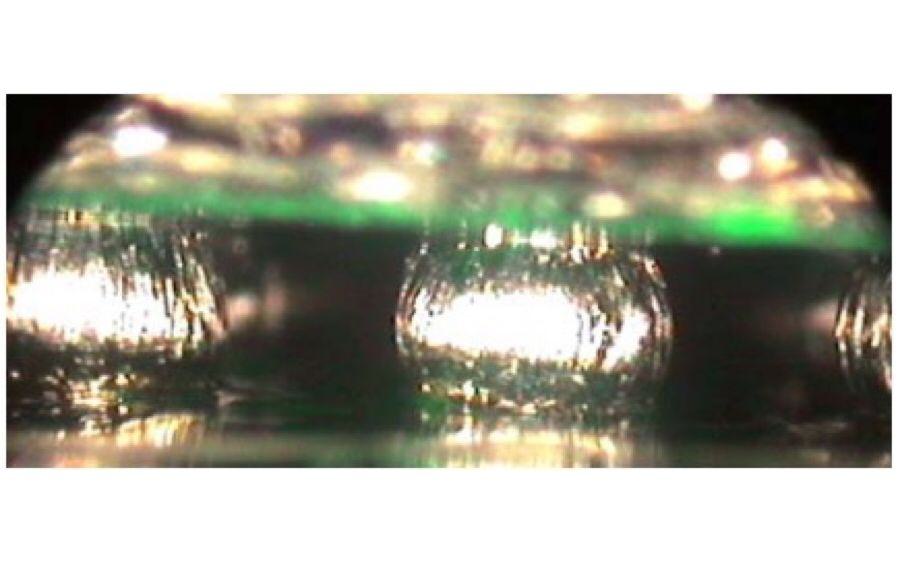
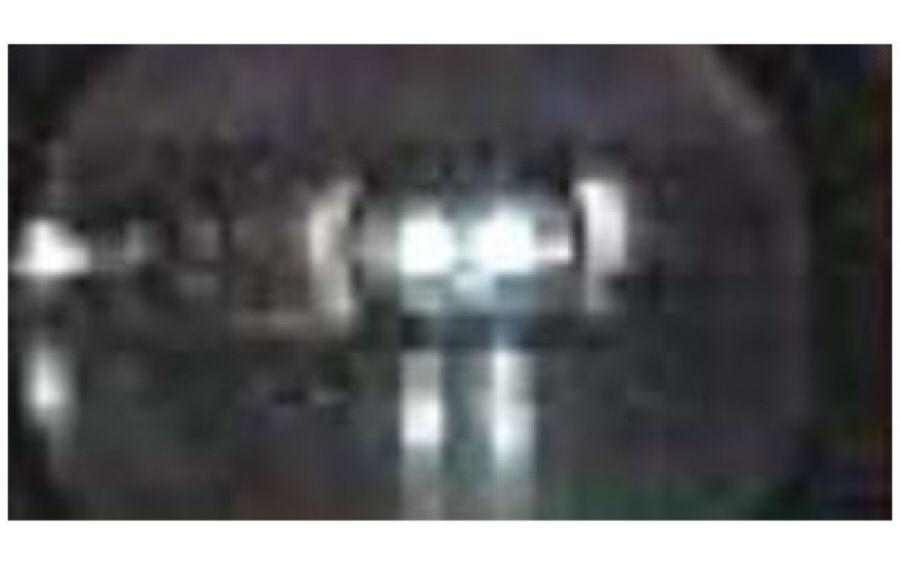
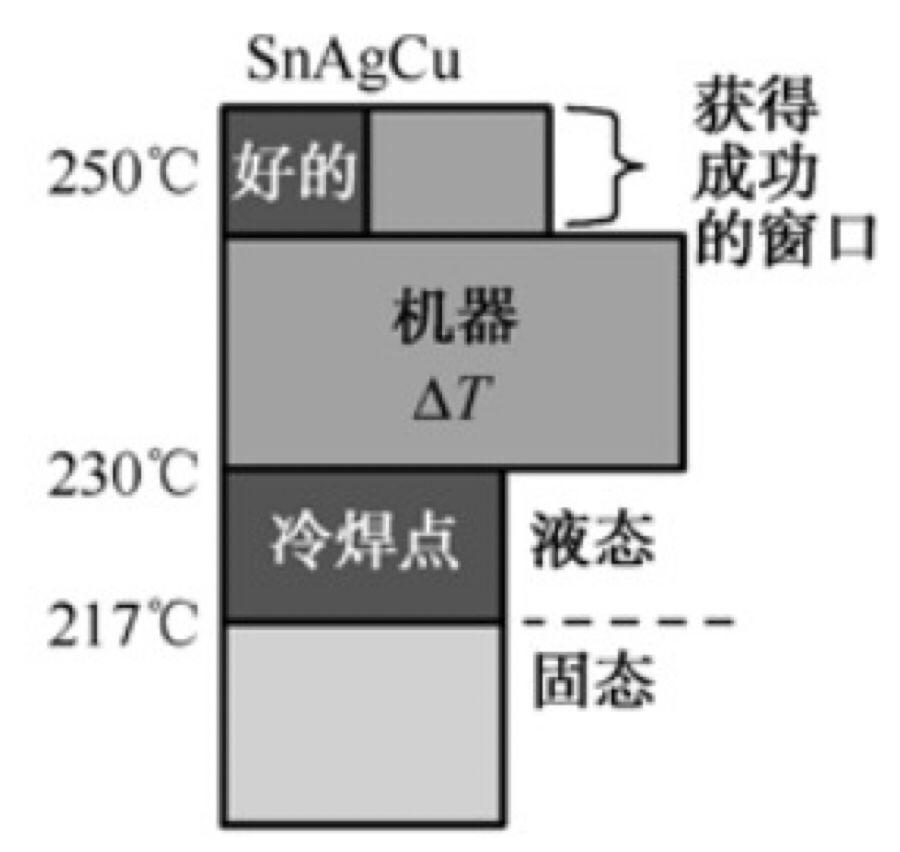
一、概述1.问题的提出在电子产品装联焊接中,长期以来虚焊、冷焊现象一直是困扰焊点工作可靠性的一个最突出的问题,特别是高密度组装和无铅焊接中此现象更为突出。历史上电子产品(包括民用和军用)因虚焊或冷焊造成电子装备失效而酿成事故的情况不胜枚举。虚焊现象成因复杂,影响面广,隐蔽性大,因此造成的损失也大。在实际工作中为了查找一个虚焊点,往往要花费不少的人力和物力,而且根治措施涉及面广,建立长期稳定的解决措施也是不容易的。为此,虚焊问题一直是电子行业关注的焦点。在现代电子装联焊接中,冷焊是间距≤0.5mm的μBGA、CSP封装芯片再流焊接中的一种高发性缺陷。在这类器件中,由于焊接部位的隐蔽性,热量向钎料球焊点部位传递困难,因此,冷焊发生的比率比虚焊还要高。然而由于冷焊在缺陷现象表现上与虚焊非常相似,因此,往往被误判为虚焊而被掩盖。在处理本来是由于冷焊现象而导致电路功能失效问题时,往往按虚焊来诊治,结果是费了劲,效果却甚微。冷焊与虚焊造成的质量后果表现形式相似,但形成机理却不一样,不通过视觉图像甄别,就很难将虚焊和冷焊区分开来。在生产过程中很难完全暴露出来,往往要到用户使用一段时间(短则几天,长则数月甚至一年)后才能暴露无遗。因此,不仅造成的影响极坏,而且后果也是严重的。2.虚焊和冷焊的相似性虚焊与冷焊从现象表现上有许多相似之处,这正是在实际工作中常常造成误判的原因。因此准确地辨识虚焊和冷焊的相似性与相异性,对电子产品制造中的质量控制是非常重要的。虚焊和冷焊的相似性主要表现在下述几个方面:① 冷焊和虚焊所造成的焊点失效均具有界面失效的特征,即焊点的电气接触不良或微裂纹是发生在焊盘和钎料相接触的界面上的。② 冷焊和虚焊的定义相似,均是界面未形成所需要的金属间化合物层(简称界面合金层或IMC),如图1、图2所示。❖ 图1 IMC不明显❖ 图2 界面出现微裂缝③ 在工程应用中发生的效果和危害相似,即都存在电气上接触不良,电气性能不稳定,连接强度差。尤其是对μBGA和CSP而言,这种焊点缺陷是隐匿的,短则几天,长则数月甚至上年,才能暴露出来。二、虚焊1.定义在焊接参数(温度、时间)全部正常的情况下,焊接过程中凡在连接界面上未形成合适厚度的IMC层的现象,均可定义为虚焊。显而易见,虚焊是一种典型的界面失效模式。将虚焊焊点撕裂开,在基体金属和钎料之间几乎没有相互楔入的残留物,分界面平整,无金属光泽,好像用浆糊黏住的一样,如图3所示。❖ 图3 撕裂后的虚焊焊盘表面2.IMC生成。在正常焊接条件下,焊接过程中界面金属间化合物层(IMC)的生成及其化学成分,随PCB表面所采取的涂敷层材料的不同而不同。以SnPb钎料为例,当基体金属为Cu时,焊接后合格的界面结构如图4所示。❖ 图4 合格焊点的IMC3.虚焊发生的机理发生虚焊的根本原因是焊盘不可焊。PCB焊盘上的有机物污染会导致PCB焊盘和BGA钎料球界面不可焊。钎料会润湿BGA钎料球但是不会润湿焊盘,这会产生部分或完全开路的电路接触。这种失效特征很可能是PCB做Ni/Au表面处理时,电镀镍过程中所导致的,也就是大家所熟知的“黑盘”现象。由于不可焊的界面层的阻隔,熔融钎料合金中的Sn很难和基体铜之间发生冶金反应,因而不能形成IMC层,如图5所示;或者IMC很不明显,甚至出现裂缝,如图6、图7所示。❖ 图5 界面未形成IMC层❖ 图6 IMC不明显❖ 图7 界面裂缝4.影响虚焊的因素(1)基体金属表面丧失可焊性。在生产中由于储存、保管和传递不善,导致基体金属表面氧化、硫化及污染(油脂、汗渍等)而丧失可焊性,如图8所示。❖ 图8 被污染后的表面(2)ENIG Ni/Au镀层的黑盘现象。(3)可焊性保护涂层与助焊剂不匹配。目前,元器件引脚焊端或PCB焊盘的可焊性保护镀层种类不断刷新。一种新的镀层结构的确定,必须要考虑与现有焊膏或助焊剂性能上的匹配。(4)助焊剂活性太弱。(5)可焊性保护层太薄。三、冷焊1)定义和特征在焊接中钎料与基体金属之间没有达到最低要求的润湿温度,或者虽然局部发生了润湿,但冶金反应不完全而导致的现象,可定义为冷焊,如图9所示。❖ 图9 冷焊的微观特征以Sn63Pb钎料为例,当再流焊接过程中峰值温度低(<190℃)时就极易形成冷焊。焊膏部分熔化将会使焊点产生冷焊现象。冷焊焊点的BGA表面粗糙,有时会在与PCB连接的界面处出现钎料收缩的现象。焊点将会出现如图10所示的晶粒状物质,BGA钎料球和没有经历过合适的再流焊接温度的焊膏,二者之间的晶粒状结构是不同的。❖ 图10焊点出现晶粒状物质有些冷焊现象在接合界面上没有形成IMC层,而且这种界面往往还伴生着裂缝,如图11所示。❖ 图11 冷焊点这种焊点钎料纯粹是黏附在焊盘表面,图12所示为一块PCBA组件上的CSP芯片,当撕去条码粘带时,CSP芯片便跟着被撕裂下来,毫无连接强度可言。❖ 图12 冷焊案例2.机理冷焊发生的原因主要是焊接时热量供给不足,焊接温度未达到钎料的润湿温度,因而接合界面上没有形成IMC或IMC过薄,或者界面上还存在微裂缝。3)冷焊焊点的判据μBGA、CSP冷焊焊点具有3个最典型的特征,这些特征通常可以作为μBGA、CSP冷焊焊点的判据。① 再流焊接中IMC层生长发育不完全;② 表面橘皮状和坍塌高度不足(以SnPb钎料为例)。μBGA、CSP冷焊焊点表面呈橘皮状及坍塌高度不足,这是冷焊所特有的物理现象。其形成机理可描述如下。μBGA、CSP在再流焊接时,由于封装体的重力和表面张力的共同作用,正常情况下都要经历下述过程:阶段A的开始加热→阶段B的第一次坍塌→阶段C的第二次坍塌等3个基本阶段,如图13所示。❖ 图13 μBGA、CSP再流焊接的物化过程如果再流过程只进行到B阶段的第一次坍塌,便因热量供给不足,而不能持续进行到阶段C,从而形成冷焊焊点。(1)阶段A。开始加热时μBGA、CSP焊点部的形态如图14所示。❖ 图14 开始加热时的形态(2)阶段B。经历了第一阶段加热后的钎料球,在接近或通过其熔点温度时,钎料球将经受一次垂直塌落,直径开始增大。此时的钎料处于一个液、固相并存的糊状状态,由于热量不够,钎料球和焊盘之间冶金反应是很微弱的,故其连接是很脆弱的,且钎料球表面状态是粗糙和无光泽的,如图15所示。❖ 图15 钎料球钎料接近或通过其熔点温度时的状态(3)阶段C。当进一步加热时,钎料球钎料达到峰值温度,钎料球与焊盘之间开始发生冶金反应,产生第二次垂直坍塌。此时钎料球变平坦,形成水平拉长的圆台形状,表面呈现平滑而光亮的结构。由于界面合金层的形成,从而大大地改善了焊点的机械强度和电气性能。此时芯片离板高度与开始时的高度相比,减小了1/4~1/2,如图16所示。❖ 图16 正常再流后形成的焊点4.诱发μBGA、CSP冷焊的原因在上述状态下,μBGA、CSP再流过程中,热量传递就只能是μBGA、CSP封装体和PCB首先加热,然后依靠封装体和PCB基材等热传导到焊盘和μBGA、CSP的钎料球,以形成焊点。例如,如果240℃的热空气作用在封装表面,焊盘与μBGA、CSP钎料球将逐渐加热,温度上升的程度与其他元器件相比就将出现一个迟后时间,假若不能在要求的再流时间内上升到所要求的润湿温度,便会发生冷焊,如图17所示。❖ 图17 μBGA、CSP 冷焊成因5)解决μBGA、CSP冷焊发生率高的可能措施① 采用梯形温度曲线(延长峰值温度时间);② 改进再流焊接热量的供给方式。(1)强制对流加热。采用此种加热方式就热交换而言,热传输性比红外线差,因而生产效率不如红外线加热方式高,耗电也较多。另外,由于热传输性小,因而受元器件体积大小的影响,各元器件间的升温速率的差异变大。在强制热风对流再流焊接设备中,循环气体的对流速度至关重要。为确保循环气体能作用于PCB的任一区域,气流必须具有足够大的速度或压力。这在一定程度上易造成薄型PCB基板的抖动和元器件的移位。(2)红外线加热。红外线(HR)是具有3~10μm波长的电磁波。通常PCB、助焊剂、元器件的封装等材料都由原子化学结合的分子层构成,这些高分子物质因分子伸缩、变换角度而不断振动。当这些分子的振动频率与相近的红外线电磁波接触时,这些分子就会产生共振,振动就变得更激烈。频繁振动发热,热能在短时间内能够迅速均等地传到整个物体。因此物体不需要从外部进行高温加热,也会充分变热。红外线加热再流焊接的优点是:被照射的同一物体表面呈均匀的受热状态,被焊件产生的热应力小,热效率高,因而可以节省能源。缺点是:被同时照射的各物体,因其表面色泽的反光程度及材质不同,彼此间因吸收的热量的不同而导致彼此间出现温差,个别物体因过量吸收热能而可能出现过热。(3)“IR+强制对流”是解决μBGA、CSP冷焊的主要技术手段。“IR+强制对流”加热的基本概念是:使用红外线作为主要的加热源达到最佳的热传导,并且抓住对流的均衡加热特性以减小元器件与PCB之间的温度差别。对流加热方式对加热大热容量的元器件有帮助,同时对较小热容量元器件过热时的冷却也有帮助,如图18所示。❖ 图18 “IR+强制对流”的复合加热效果现代的最先进的再流炉技术结合了对流与红外辐射加热两者的优点。元器件之间的最大温度差别可以保持在8℃以内,同时在连续大量生产期间PCB之间的温度差别可稳定在大约1℃。根据樊融融编著的现代电子装联工艺可靠性改编长按二维码识别关注我们 查看全文